
Riveting процесси жогорку тактыкты талап кылат, айрыкча учурунда деформацияны көзөмөлдөөтактоо процессириветирование процессинин ачкычы болуп саналат.

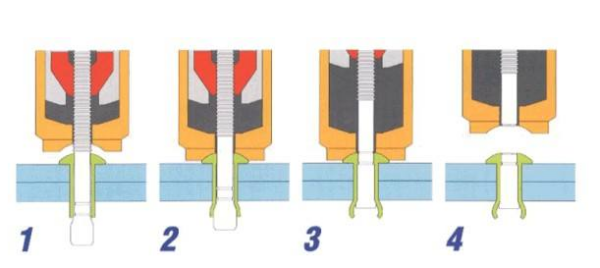
Катарлоо процесси эркин согуу процессине окшош, чындыгында бул сырткы күчтөрдүн таасири астында качкындын башын түзүү процесси, бул төөнөгүчтүн валынын бийиктигин азайтуу жана диаметрин чоңойтуу үчүн кагыштырма басымын колдонуу процесси. качкын башын түзүү.
Сырткы күчтөрдүн таасиринен кашкай пластикалык деформацияга дуушар болуп, тактайчанын кеңейип, калыңдап кетишине алып келет.Бул кеңейүү тешикке басым жасап, анын кеңейишине алып келет.Качкычтын башын калыптандыруу процесси качкычтын деформациясына жана качкыч структурасынын чарчоо көрсөткүчүнө олуттуу таасирин тийгизет.тактоо аяктагандан кийин.
Качкындын башын кагуу процессиндеги металлдын агымынын тенденциясы талдоого алынды: эгерде үстүнкү жана астыңкы кагыштыргыч штамптар катуу денелер болсо, анда үстүнкү штамп кагуу процессинде кагыштын башына F күчүн тийгизет, ал эми үстүнкү кагыштын ортосунда f сүрүлүү күчү болгон. жана ылдыйкы штамптар жана кашыктын башынын боштуктун контакт бети, андан кийин боштуктун бийиктиги кыскарып, туурасынан кеткен коюулануу Качкычтын басымы жана сүрүлүү күчү менен көбөйөт жана бланктын орто бөлүгүнүн көлөмү тезирээк көбөйөт. кашыктын башын түзүү процессинде бланктын аягы, Бул сүрүлүүнүн таасири, бел барабан формасын түзөт.
 Демек, эгерде куйманын туурасынан кеткен кесилиши металл бөлүкчөлөрүнүн агымынын багытын көрсөтүү үчүн колдонулса, бул металл бөлүкчөлөрүнүн кесилишинин борборунан курчап турган аймактарга радиациялык агымы.Минималдуу каршылык мыйзамы металл пластмасса калыптандырууда бөлүкчөлөрдүн агымын талдоо үчүн колдонулушу мүмкүн.Пластикалык калыптандырууда металл бөлүкчөлөрүнүн кыймылы үчүн бир нече мүмкүн болгон багыттар болгондо, алар минималдуу каршылык багытын көздөй жылышат.
Демек, эгерде куйманын туурасынан кеткен кесилиши металл бөлүкчөлөрүнүн агымынын багытын көрсөтүү үчүн колдонулса, бул металл бөлүкчөлөрүнүн кесилишинин борборунан курчап турган аймактарга радиациялык агымы.Минималдуу каршылык мыйзамы металл пластмасса калыптандырууда бөлүкчөлөрдүн агымын талдоо үчүн колдонулушу мүмкүн.Пластикалык калыптандырууда металл бөлүкчөлөрүнүн кыймылы үчүн бир нече мүмкүн болгон багыттар болгондо, алар минималдуу каршылык багытын көздөй жылышат.
Эгерде бланктын акыркы бетине таасир этүүчү үстүнкү штамптын сүрүлүү күчү f болсо, анткени Эркин бетке агып жаткан контакт бетиндеги бөлүкчөлөрдүн сүрүлүү каршылыгы бөлүкчөлөр менен Эркин беттин ортосундагы аралыкка пропорционалдуу болсо, ошончолук кыска болот. эркин чек арадан канчалык алыс болсо, каршылык ошончолук аз болот жана металл бөлүкчөлөрү ушул багытта агышы керек.
Посттун убактысы: 2023-жылдын 12-июлуна чейин